| parts # | TA102A-NS05A |
|---|---|
| msrp | $15,000.00 |
| engine | NISSAN RB26DETT |
| model | NISSAN 32 GT-R, NISSAN 33 GT-R, NISSAN 34 GT-R |
| main category | BLOCK RELATED |
| sub category | SHORT BLOCK |
| shipping size | 38 x 30 x 28 inch / 97 x 76 x 71 cm |
| shipping weight | 309 lbs / 141 kg |
| qty in stock | 0 |
| note | Sold out. No ETA. |
| note2 |




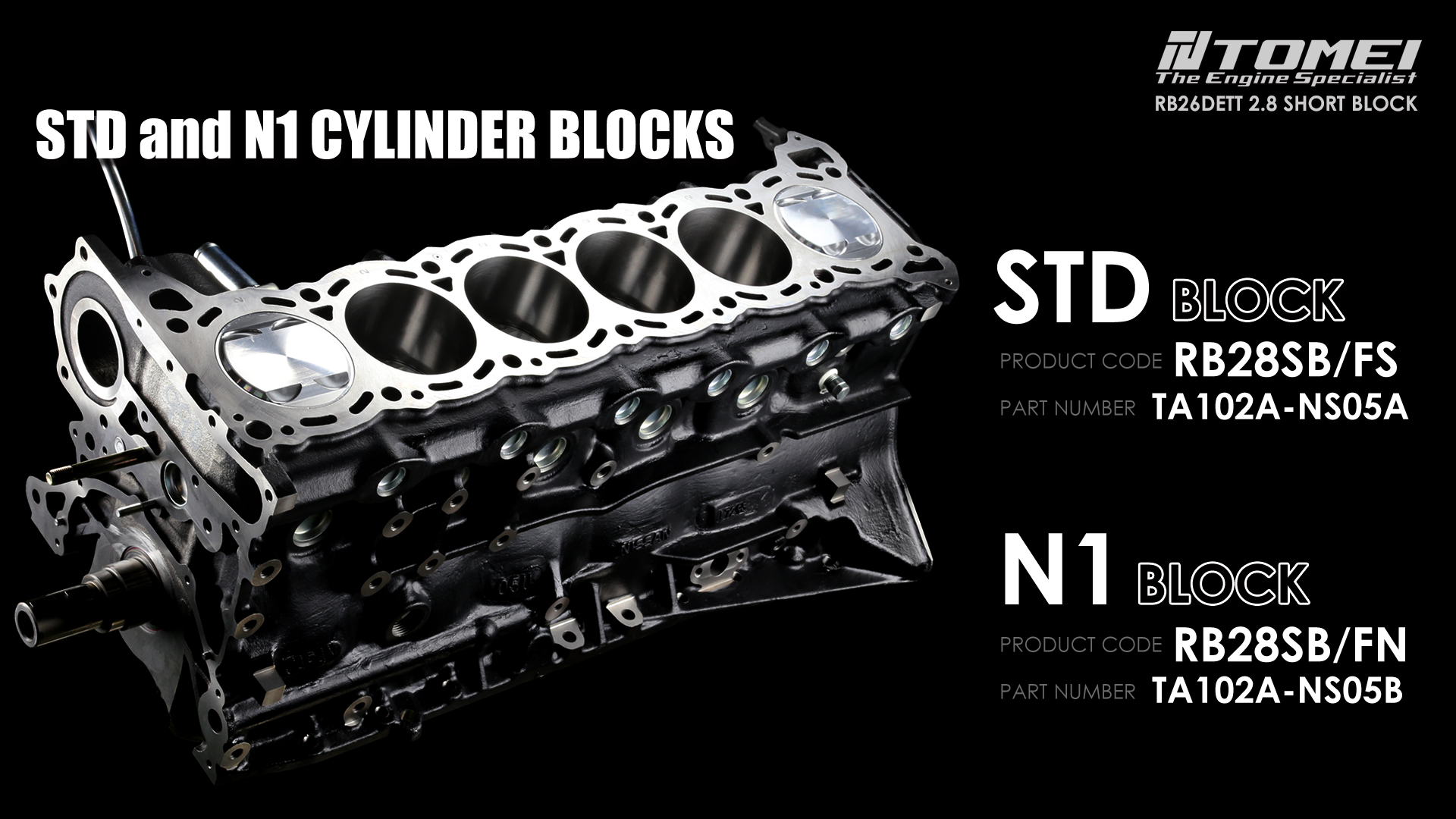


All new cylinder blocks produced by new casting molds under the Nissan Heritage Program are used. You can select from two versions, N1 and standard version. There is a large difference in price between the N1 and the standard, but we recommend the standard for the general street use. For those who want to participate in drag races, full-scale races, and for those aiming for extreme power, we recommend the N1 which has even higher strength. Currently, it is difficult to obtain new blocks from Nissan Motor, but TOMEI has secured several units, so we are able to produce more, but please understand that the quantity is limited.
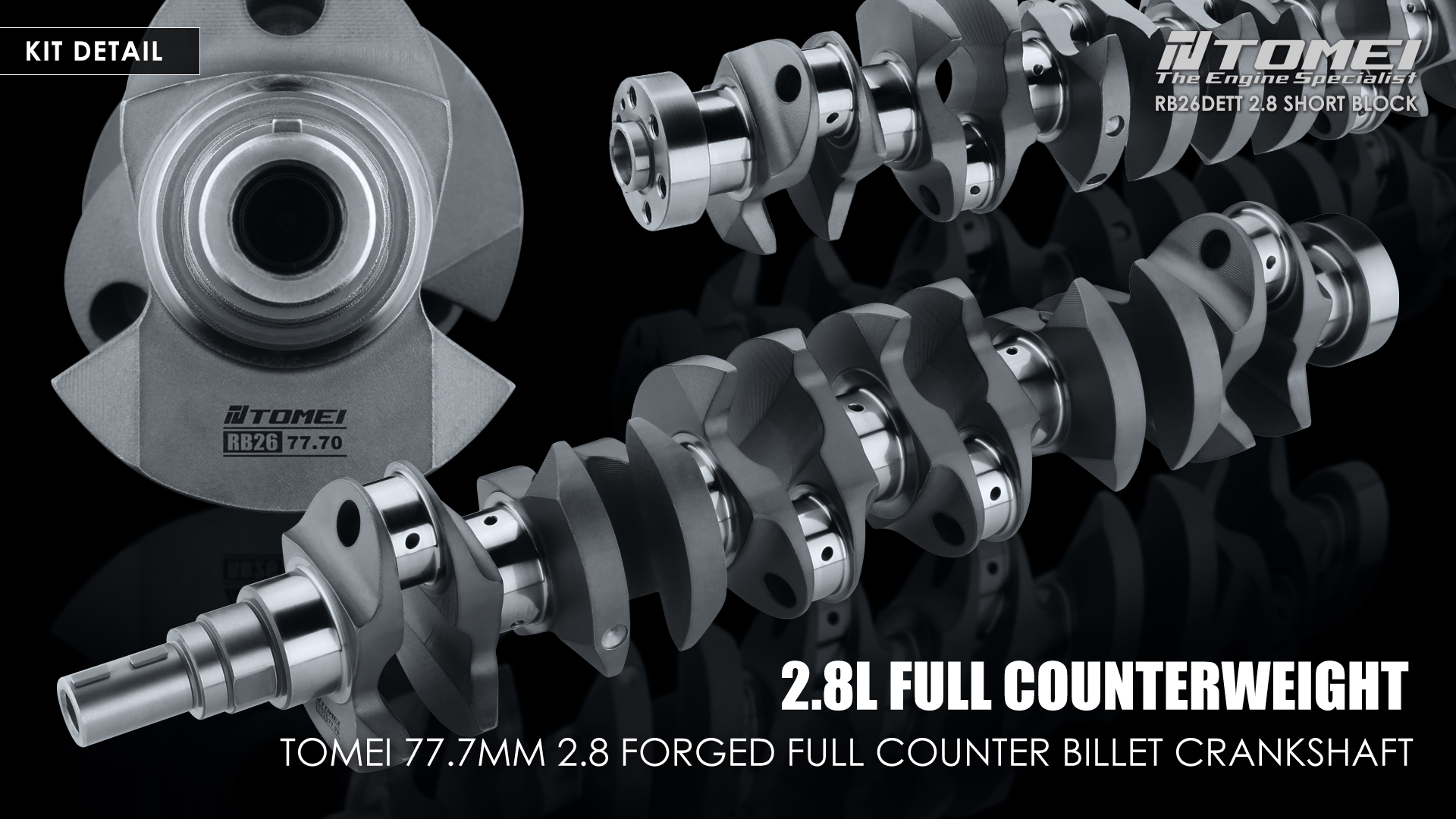
The crankshaft used is a forged billet full-counter crankshaft. The stroke is 77.7mm, which is a stroke increase of 4mm from the standard 73.7mm, delivering powerful torque. The counterweight has been changed from the standard 8 counter to a 12 counterweight with excellent balance ratio to achieve higher rotation and power, reducing the burden on the bearings and improving the durability of the engine.
The connecting rod is 119.5mm, which corresponds to the increased stroke compared to the standard 121.5mm, and is a forged H-beam design that achieves both lightness and strong durability with even stress distribution to the bearings. The connecting rod bolts used are L19 from the reliable American company ARP. Although they are more expensive than general ARP2000, they are extremely durable and have excellent reliability.
The piston is 87mm, which is 1mm larger than the standard 86mm, and the material is lightweight and strong A4032 forged aluminum alloy. The specified clearance of 0.05mm can be achieved by the material and the oval barrel design. It is the world’s best piston with excellent sealing performance, power retention, overwhelmingly low engine noise, less stress on piston rings, and outstanding durability.
The main studs and head studs are made by the trusted American company ARP. During machining work for engine boring and honing, work is performed after tightening the ARP studs to the specified torque on the torque plate and the crank caps. As a result, when the actual cylinder head is placed on the vehicle, the deformation of the cylinder block is extremely suppressed, and the appropriate piston and bearing clearance are ensured, providing maximum peace of mind. If these procedures are not made, there is a possibility of clearance error, with abnormal noise and decrease in engine durability. 
Nismo bearings are used for both the main and connecting rod bearings and are carefully assembled by a veteran engine builder who has been building RB26 for over 30 years and are measured under a well-maintained environment with optimal temperature control giving it an outstanding sense of reliability.

Before assembling the short block, it is necessary to perform boring and honing work for enlarging the cylinder bore to match the +1mm oversized 87mm pistons. The machining work is outsourced to Diamond Engineering in Tokyo. Diamond Engineering is a world’s top level machining company, specialized in race and tuning engines, requested by many race engine builders and tuning shops in Japan. They have a track record of few thousand, if not more of RB26 engines.
Torque plate dedicated to RB26 is attached before beginning the actual machining work. If an actual cylinder head is left attached, the blade of the machine will not go through, so a torque plate with holes like this will be used. This torque plate is thick and heavy as shown in the photo and reproduces the actual cylinder head of RB26 as much as possible. Then machining is performed with outstanding precision after tightening the ARP studs that we use with the specified torque.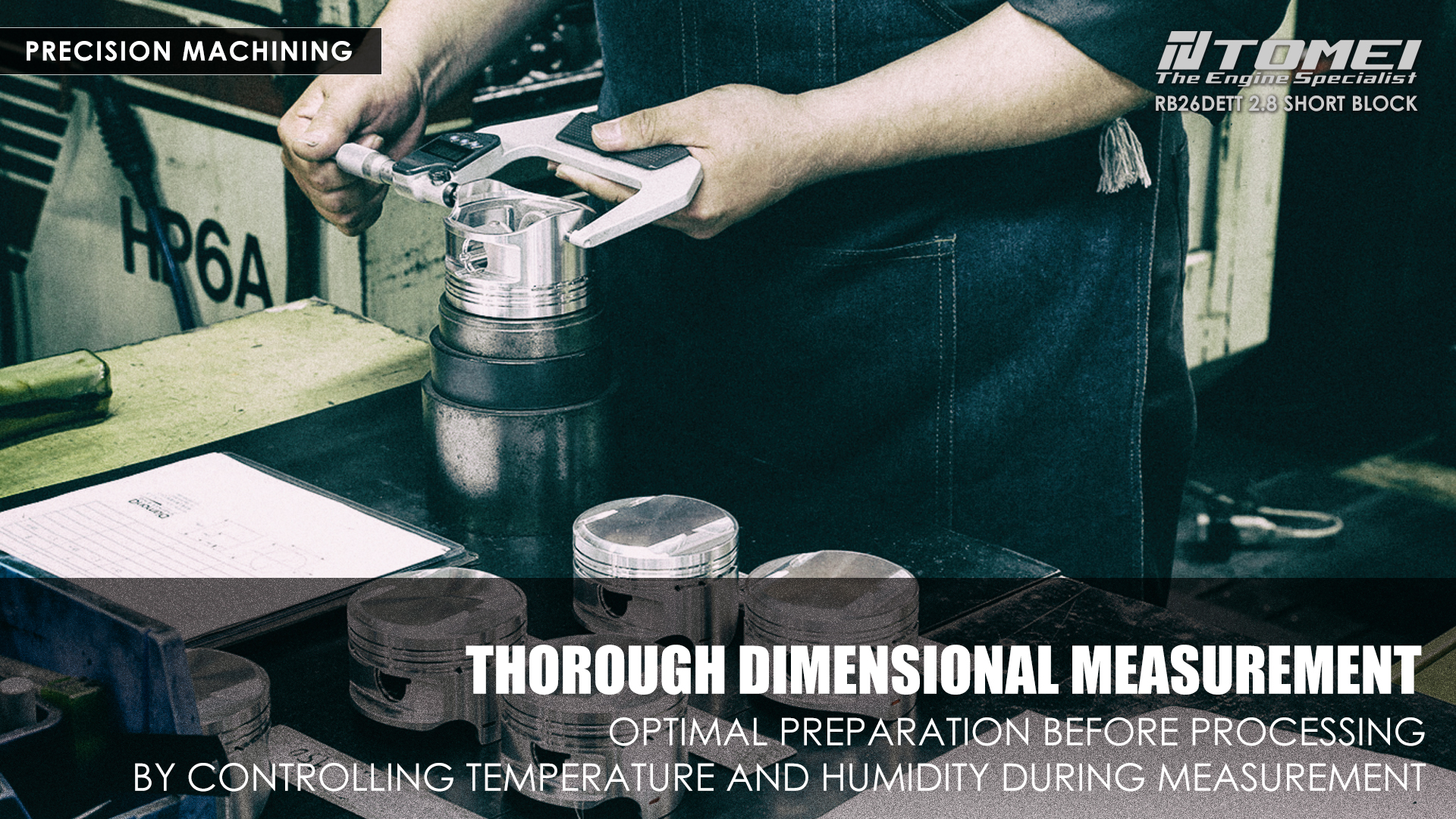
At Diamond Engineering, Mitutoyo measuring instruments are used to carefully measure each piston to be used one by one in a temperature-controlled room before the bore machining process to carefully achieve the perfect size, one bore at a time. 
On the block side, in order to ensure that the angle installed on the machine is correct, the parallelism is thoroughly checked, and the angle of the machine and blade is adjusted. Extremely high-level precision work is carried out by the hands of the ultimate super-skilled craftsmen. 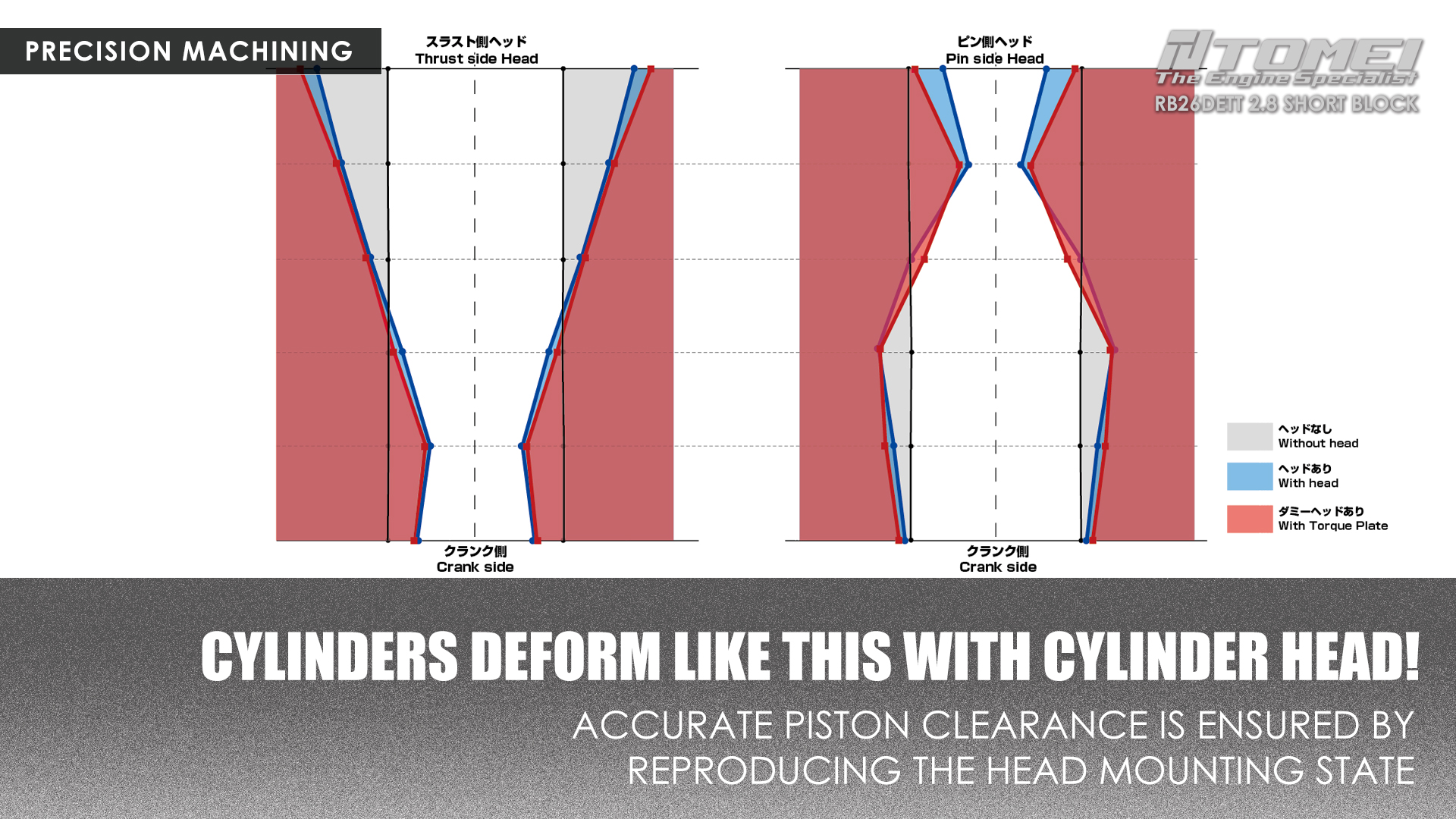
This figure demonstrates the gap if these tasks are neglected. There are lot of experience in Japan and are aware of this kind of phenomenon and are improving upon it. Overseas machining companies often neglect these tasks, resulting in many tuning engines with short engine life and loud engine noise. At TOMEI USA, we have thoroughly verified and confirmed the deviation, and high-level short block is achieved by matching perfect machining with the high-precision pistons.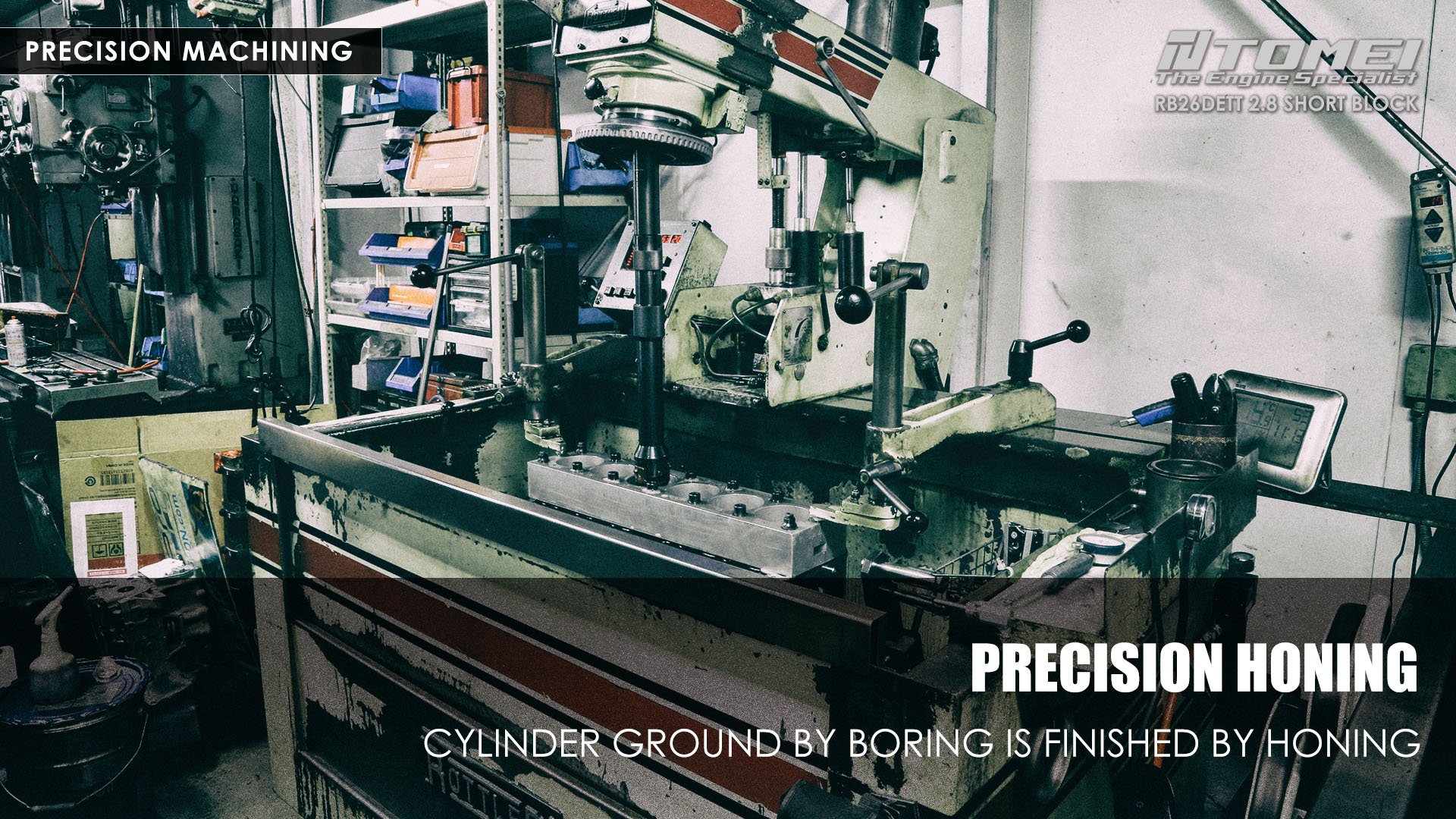
The order of process is boring to roughly enlarge the block, and then honing to determine the performance of the engine. Detailed bore size and fine groove that also serves as a fine oil passage called crosshatch is achieved by honing.

The craftsmen at Diamond Engineering take numerous measurements repeatedly to ensure the perfect finish without compromise.

This small groove is the crosshatch. This angle and roughness are trade secrets, but they are important factors for reducing resistance and noise to the piston. If it has a shiny mirror finish, oil will not enter and will seize and cause a failure. There believed to be only a few machining companies in the world that can perfectly match the finish for the RB26.
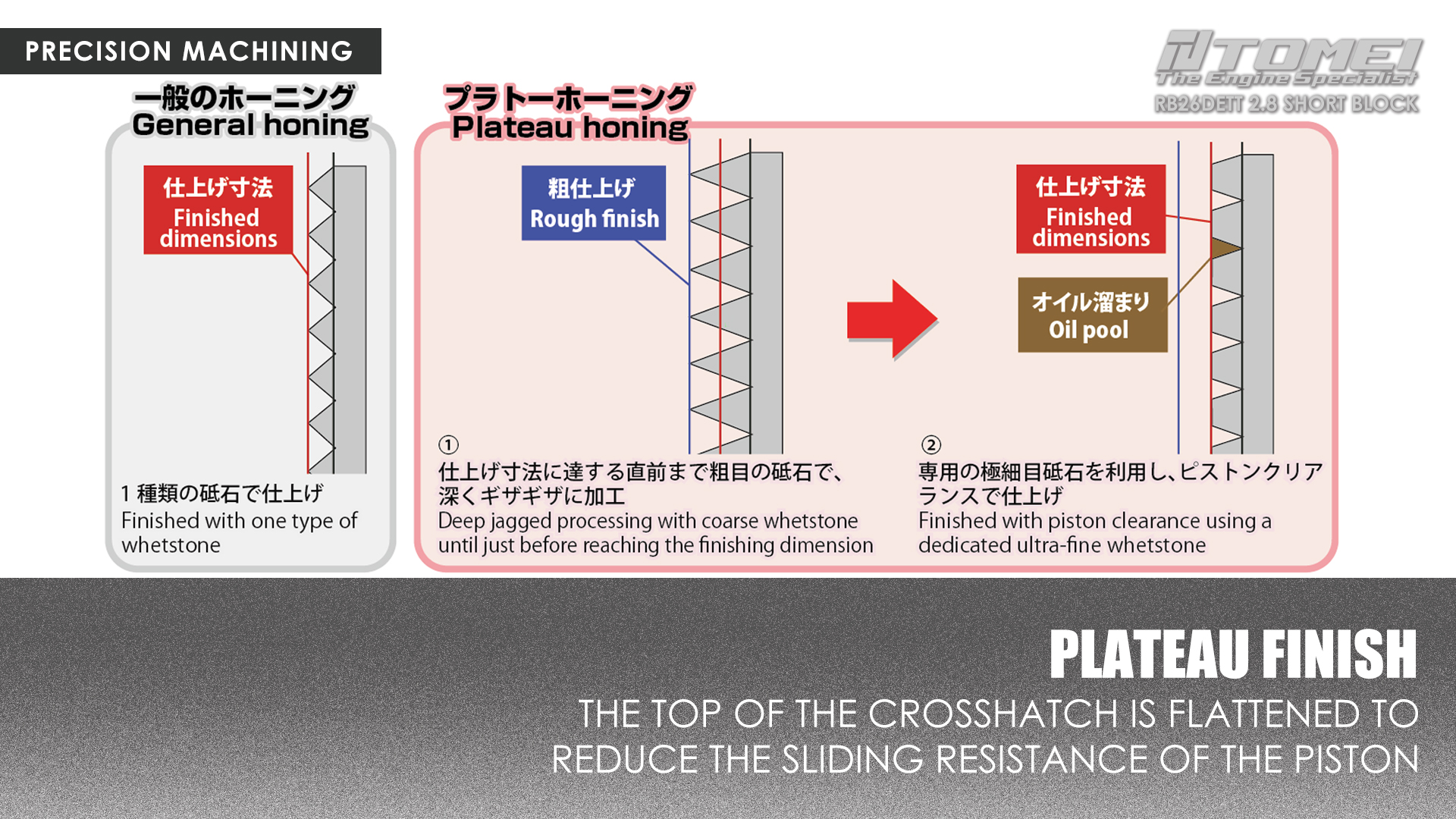
Regarding honing. As for further information, Diamond Engineering uses a high-tech finish called plateau honing. As shown in the figure, the finish that removes this apex greatly reduces aggressiveness to pistons and piston rings. And this allows for quiet and smooth engine rotation.
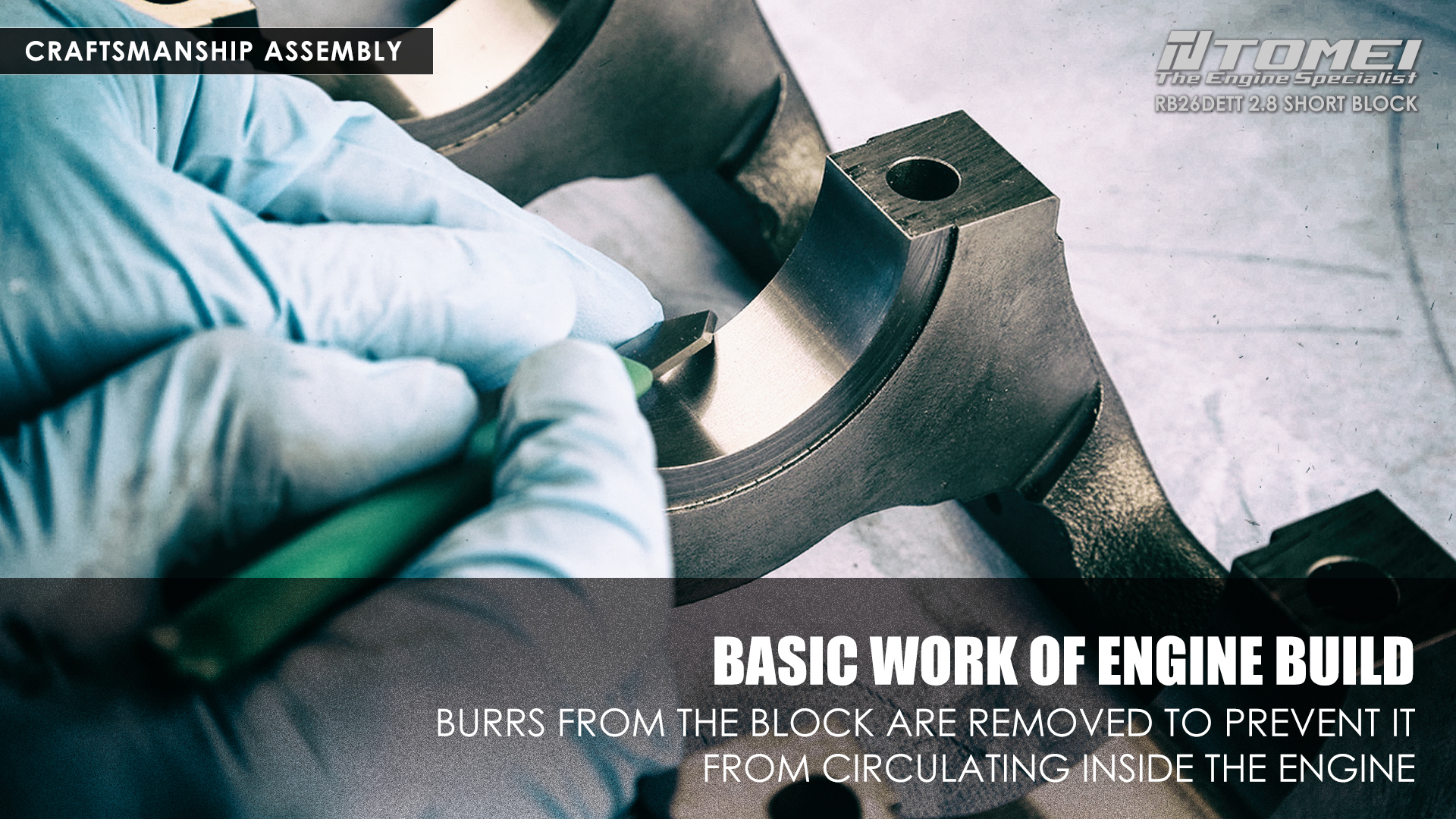
The engine is assembled at TOMEI USA headquarters in Japan by a veteran engine builder who has built RB26 engines for over 30 years. First, burrs are carefully removed from the block after processing.

After machining, metal shavings from the cutting machine remain in the water line and oil line. We take the time to thoroughly wash these with a dedicated machine with the hands of an engine builder. If the engine is started with such metal shavings remained in the engine, it will damage the bearings and pistons, and in the worst case it will lead to engine failure. At TOMEI USA, engineers who cannot properly clean the engine are not allowed to assemble the engine, and we proceed carefully as we regard this step as the most important work of engine assembly.
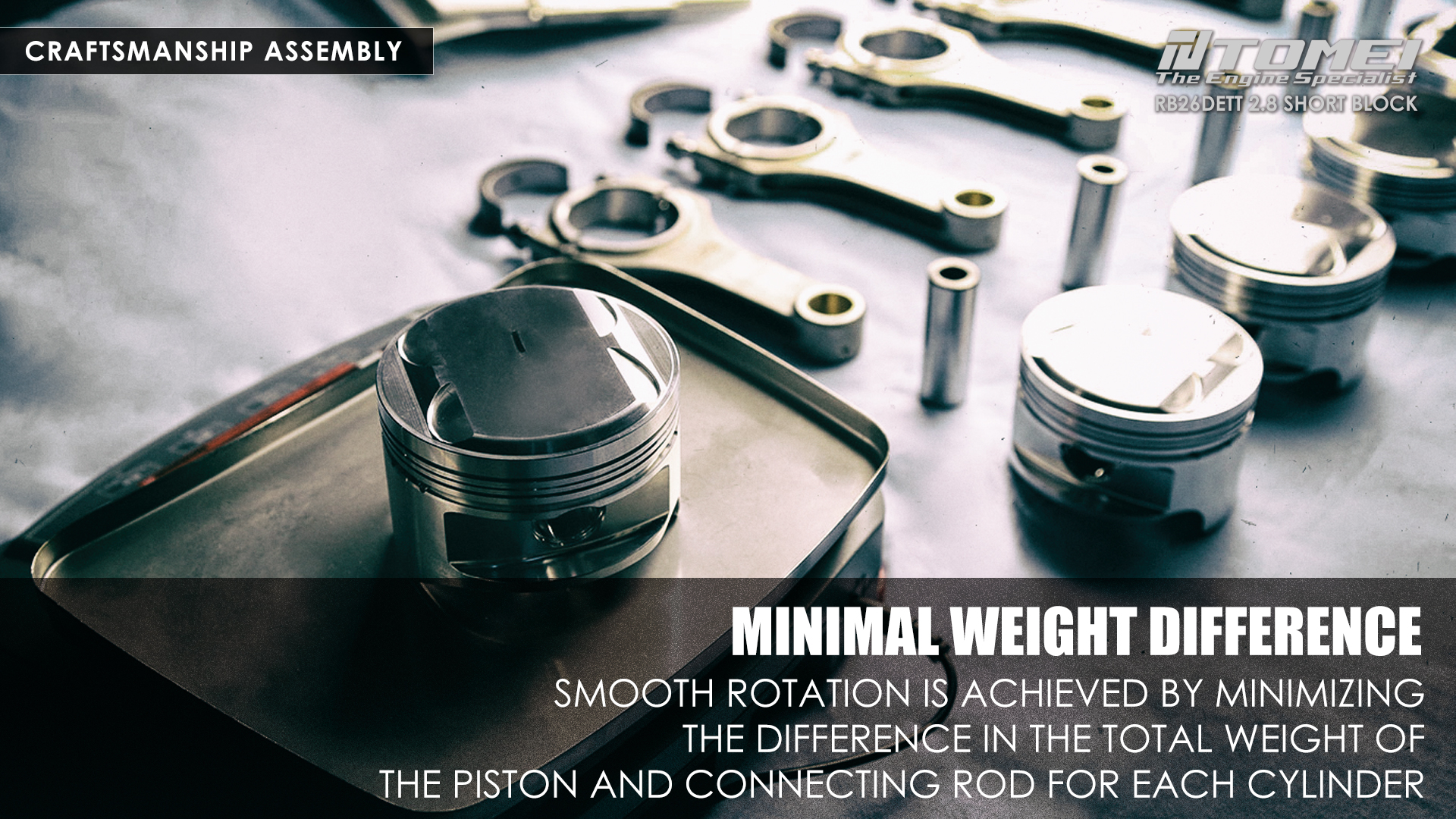
We measure the weight of each component such as pistons and connecting rods one by one in pursuit of appropriate weight balance arrangement.

The crankshaft is balanced individually, and straightness is checked so that there is no bending, and the vibration is suppressed to its utmost state. Combined with 12 full counterweights, amazing stability, and quietness even at high revolutions is achieved.

High precision Mitutoyo measuring equipment is used to measure the bearing clearance with the utmost precision in a location that is well-controlled for temperature and air management.

After measuring the weight of the piston and con-rod assembly, compatibility is balanced and matched.

When installing the piston ring to the piston, it is very important to adjust the piston ring gap. Too tight of a gap will result in galling damage, and too wide of a gap may result in a blow-by. TOMEI USA utilizes the skills of skilled craftsmen to achieve the highest level of sealing performance with tightest gap possible.

A dedicated engine assembly lubricant is used for bearings and other components to suppress galling before the oil completely circulated upon engine installation.

Next is the tightening of the main studs. These are carefully assembled one by one taking equal amount of time with the specified torque in correct order. Then crankshaft is rotated and checked. As a result, smooth rotation is felt even when turned by hand.
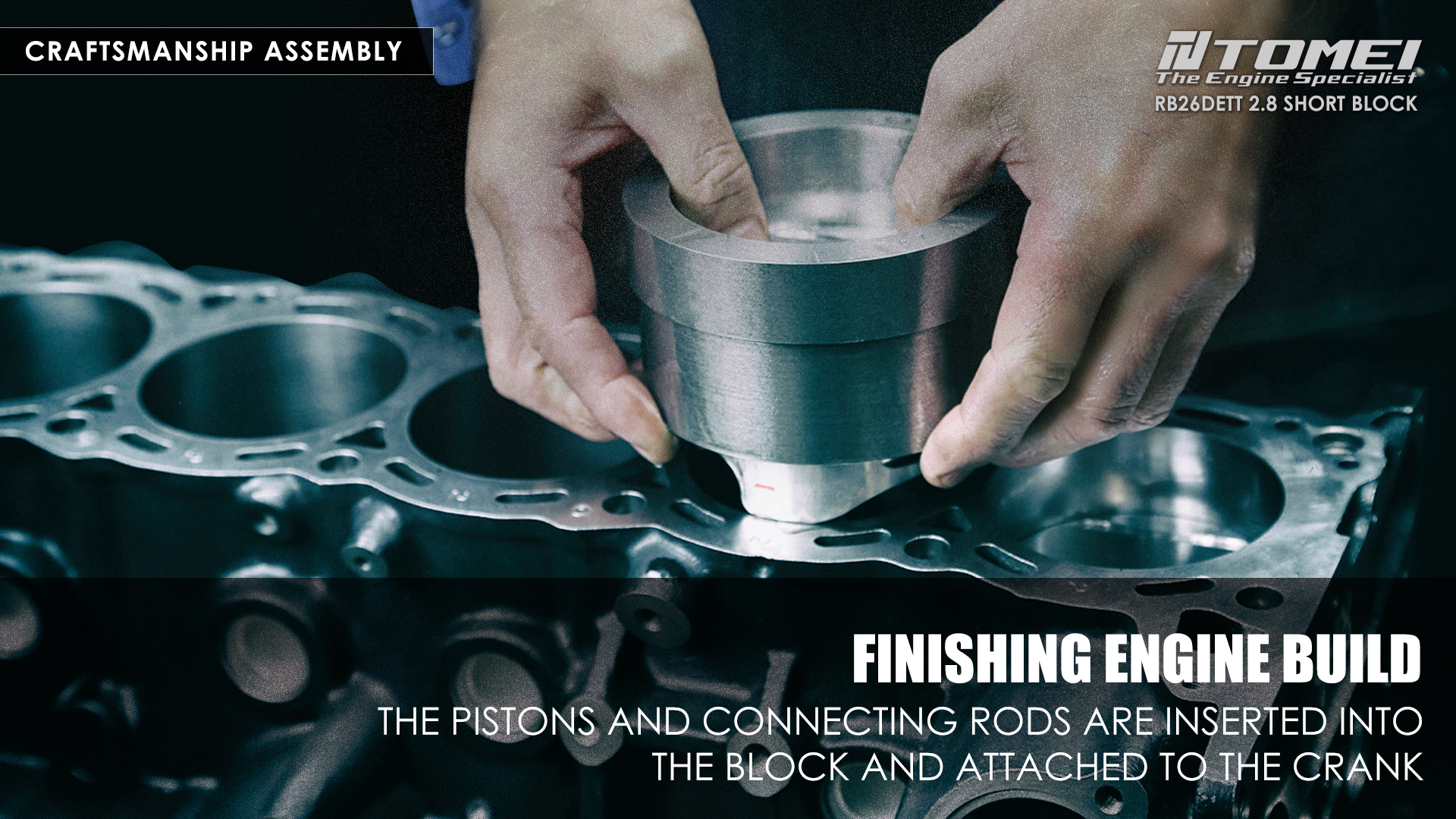
And finally, the pistons/con-rods are inserted into the cylinder block and attached to the crankshaft. TOMEI USA manufactures and uses special jigs and carefully incorporates them into the engine one by one.

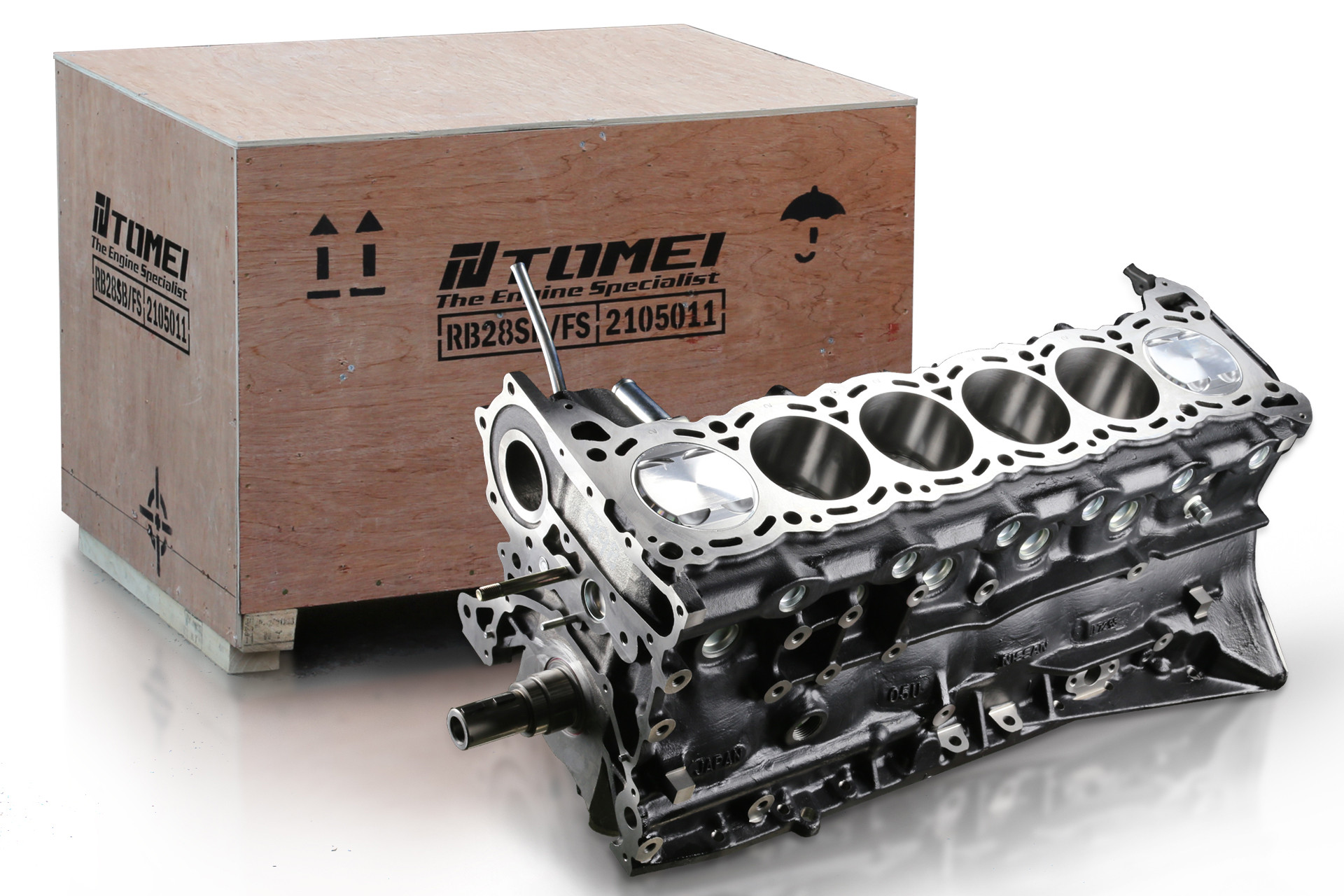
A laser marked serial number is engraved on each short block. Also comes with serial plate with the same number packed separately. The plate itself can be affixed to the vehicle such as the radiator core support and functions as proof.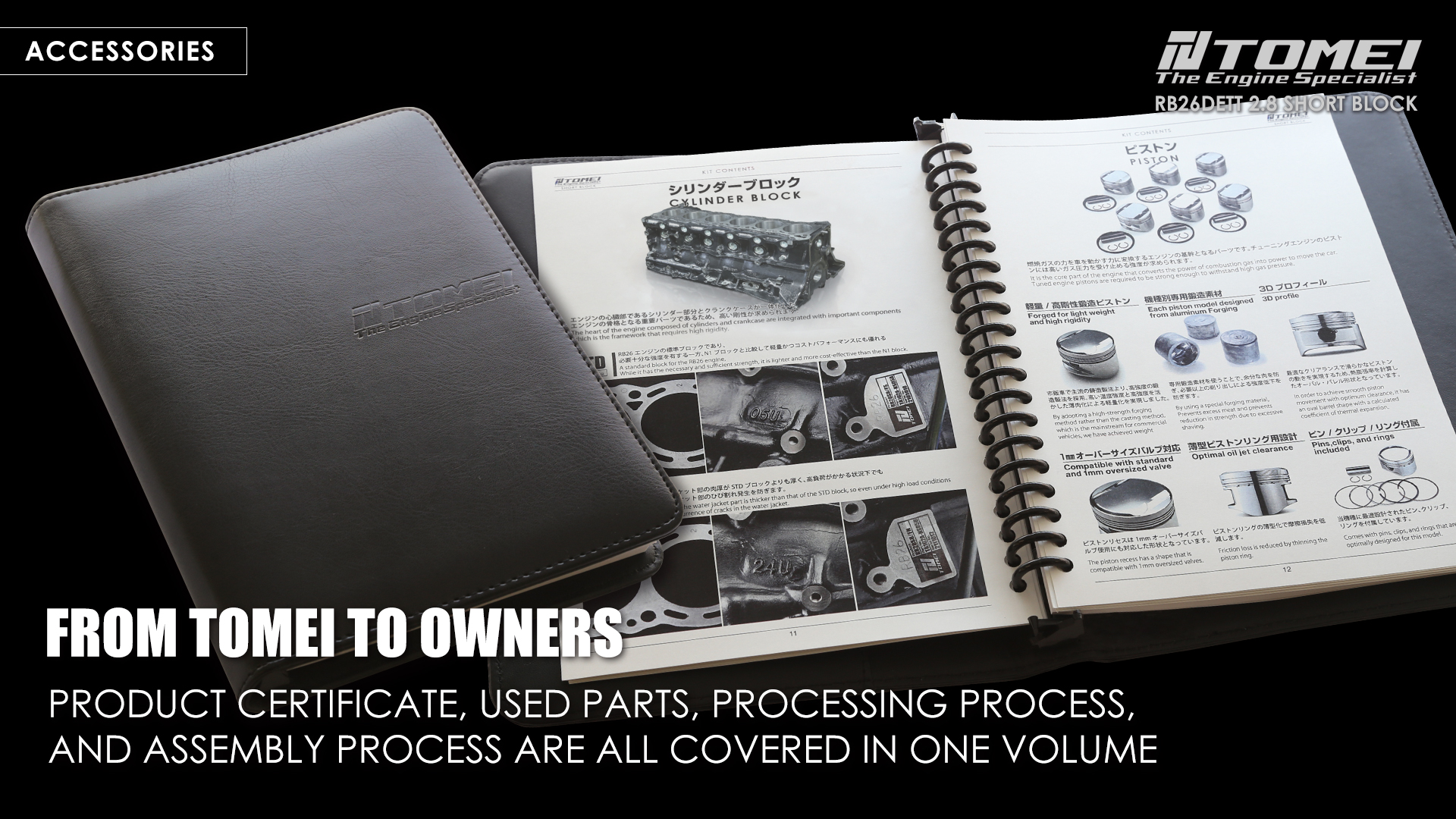
The short block is also equipped with an owner’s book that authenticates the short block. Detailed contents are listed, and serial number is marked. By being able to authenticate the high level of quality, the next owner or car dealer can be informed at the time of sale of the vehicle, and possibly being assessed at a higher price.

Completed in a sturdy dedicated wooden crate with the TOMEI logo and serial number. And we can ship all over the world. We have completed two of each N1 block and standard block specifications, totaling four units have been completed and have already been transferred from Japan to the USA. Currently, it is difficult to obtain new blocks from Nissan Motor, but TOMEI has secured several units, so we are able to produce more, but please understand that the quantity is limited.